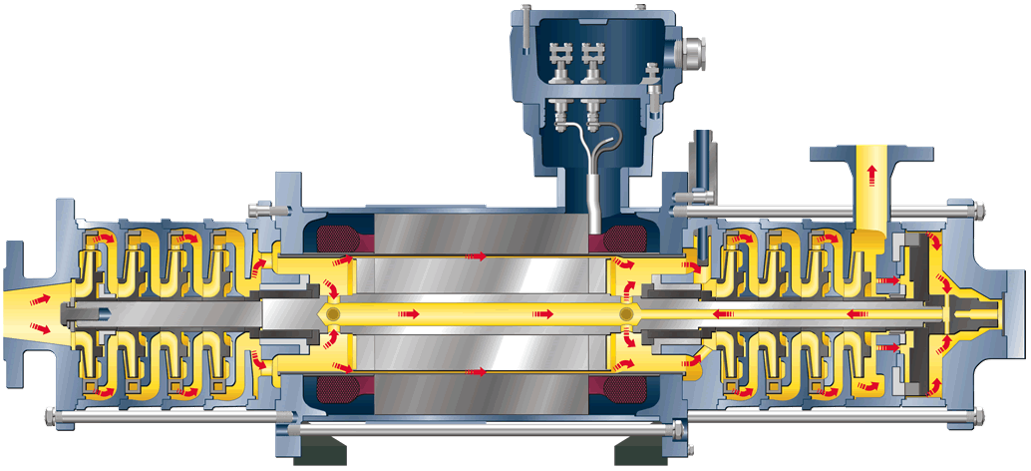
The specialist for canned motor pumps
HERMETIC-Pumpen GmbH is a leading developer and manufacturer of hermetically sealed pumps and pumping technologies. The specialist for canned motor pumps has earned a worldwide reputation for its safe and long-lasting pumps, which can be used for the most extreme applications and conveying hazardous media. HERMETIC offers the largest capacity canned motor pumps on the market.
Fluid temperatures: from –160 °C up to +480 °C; System pressures: up to 120 MPa; Power outputs: from 1 kW to 690 kW
Oil & Gas
Canned motor pumps according to API 685 are especially preferred for the following pumping tasks:
- Deadly fluids (lethal service)
- Toxic media and substances harmful to health
- Flammable, explosive substances
- Carcinogenic substances
- Transport of hot and cold substances (–120°C to + 450°C)
- High vapour and system pressures
Chemical Industry
Canned motor pumps designed for extreme conditions, guarantee maximum safety. When liquids and gases have to be pumped at extreme temperatures and under potentially hazardous conditions. We offer complete reliability, even at the highest pressures and performance levels. The second hermetically sealed containment shell of the canned motor pumps offers completely reliable protection against undesired leakage from the pumps. With canned motor design there is no need for the shaft seals, conventional bearings and couplings. The result is a high level of operational reliability, hardly any wear and, consequently, a high MTBR (“Mean Time Between Repairs”) value.
Canned motor pumps are preferred in the chemical and petrochemical industry, but also for simple pumping tasks, such as circulating pumps in industrial refrigeration equipment.
The pumped liquids: aggressive, toxic, explosive, hot, cryogenic, malodorous, volatile, flammable or carcinogenic substances, the liquids extremely difficult to convey and represent an environmental and health hazard. For high system pressures, large temperature fluctuations
No. 1 in sealless pump technology for refrigeration applications
Industrial refrigeration and cooling technology is required to meet the highest quality standards. HERMETIC offers an efficient, reliable quality pump for your refrigeration plants. Hermetically sealed pumps ensure a safe and controlled way of pumping refrigerants. You will profit from the following features by using a HERMETIC refrigerant pump:
- Leak and maintenance-free pump technology
- Long service life
- Low operating costs
- Spare parts are available for fast and immediate delivery
One pump, all applications! Our new-generation refrigerant pumps have been designed for all applications: Regardless of whether NH3, CO2, water/glycol mixtures or synthetic oils or others is/are involved, the HERMETIC pumps from our stock meet the requirements.
HERMETIC canned motor pumps have been used in a wide range of applications for more than 5 decades:
- Food industry: cold storage, cooling and deep-freezing with natural and synthetic refrigerants
- Leisure and sports facilities: for example bobsled courses, ice rinks and hockey stadiums
- Electronic and power converter modules in mobile (railway) and stationary (offshore wind-turbine) applications
- Refrigeration modules in the chemical industry; pumps that can be used in potentially-explosive atmospheres are also available
- Freeze-drying and oil-cooling systems for transformers
- Databases: CO2 server room cooling and control cabinets
- Absorption refrigeration applications with lithium bromide and NH3
